摘要:五金冲压加工是靠冲床和冲压模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(五金冲压件)的成形加工方法。五金冲压和锻造同属塑性加工(或称压力加工),合称锻压。五金冲压的坯料有很多种:普通热轧和冷轧的钢板和钢带;各类型不锈钢,例如:SUS201,202,SUS301,304,316,SUS430,439等;黄铜、磷铜等铜合金;紫铜,纯铝及铝合金等;随着汽车车身轻量化的趋势,汽车冲压件材料更多采用各种高强度合金钢材。
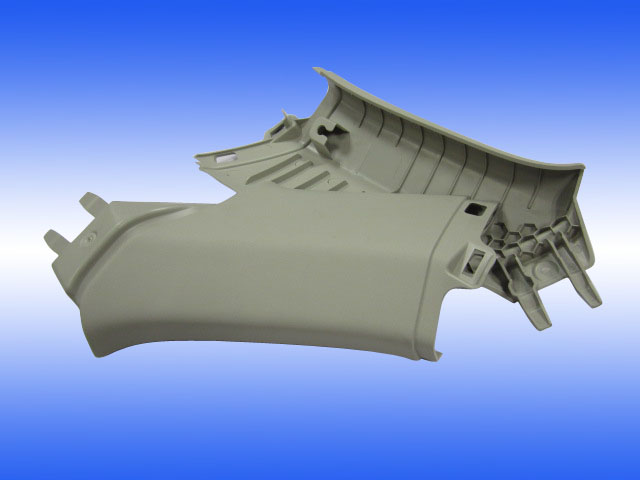
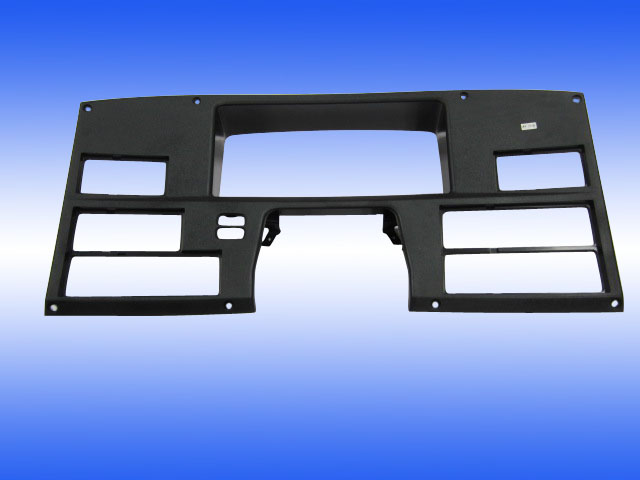
钢板经过热轧,冷轧工艺后,板材厚度逐渐由厚变薄。汽车的车身、底盘、油箱、散热器片,锅炉的汽包、容器的壳体、电机、电器的铁芯硅钢片等都是汽车冲压模具加工的。仪器仪表、家用电器、自行车、办公机械、生活器皿等产品中,也用五金冲压模具进行加工。
五金冲压件与铸件、锻件相比,具有薄、匀、轻、强的特点。五金冲压可制出其他方法难于制造的带有加强筋、肋、起伏或翻边的工件,以提高其刚性。由于采用精密冲压模具,工件精度可达微米级,且重复精度高、规格一致,可以五金冲压出孔窝、凸台等。
冷冲五金冲压件一般不再经切削加工,或仅需要少量的切削加工。热冲五金冲压件精度和表面状态低于冷冲五金冲压件,但仍优于铸件、锻件,切削加工量少。
五金冲压是高效的生产方法,采用复合模,尤其是多工位级进模,可在一台冲床上完成多道五金冲压工序,实现由带料开卷、矫平、冲裁到成形、精整的全自动生产。生产效率高,劳动条件好,生产成本低,一般每分钟可生产数百件。
五金冲压工艺的种类:
五金冲压主要是按工艺分类,可分为分离工序和成形工序两大类。分离工序也称冲裁,其目的是使五金冲压件沿一定轮廓线从板料上分离,同时保证分离断面的质量要求。成形工序的目的是使板料在不破坯的条件下发生塑性变形,制成所需形状和尺寸的工件。在实际生产中,常常是多种工序综合应用于一个工件。冲裁、弯曲、剪切、拉深、胀形、旋压、矫正是几种主要的五金冲压工艺。
五金冲压用板料的表面和内在性能对五金冲压成品的质量影响很大,要求五金冲压材料厚度精确、均匀;表面光洁,无斑、无疤、无擦伤、无表面裂纹等;屈服强度均匀,无明显方向性;均匀延伸率高;屈强比低;加工硬化性低。
在实际生产中,常用与五金冲压过程近似的工艺性试验,如拉深性能试验、胀形性能试验等检验材料的五金冲压性能,以保证成品质量和高的合格率。
冲压模具的精度和结构直接影响五金冲压件的成形和精度。冲压模具制造成本和寿命则是影响五金冲压件成本和质量的重要因素。冲压模具设计和制造需要较多的时间,这就延长了新五金冲压件的生产准备时间。
模座、模架、导向件的标准化和发展简易冲压模具(供小批量生产)、复合模、多工位级进模(供大量生产),以及研制快速换模装置,可减少五金冲压生产准备工作量和缩短准备时间,能使适用于减少五金冲压生产准备工作量和缩短准备时间,能使适用于大批量生产的先进五金冲压技术合理地应用于小批量多品种生产。
五金冲压设备除了厚板用水压机成形外,一般都采用机械冲床。以现代高速多工位机械冲床为中心,配置开卷、矫平、成品收集、输送等机械以及冲压模具库和快速换模装置,并利用计算机程序控制,可组成高生产率的自动五金冲压生产线。
在每分钟生产数十、数百件五金冲压件的情况下,在短暂时间内完成送料、五金冲压、出件、排废料等工序,常常发生人身、设备和质量事故。因此,五金冲压中的安全生产是一个非常重要的问题。
发展遇阻五金冲压成形业寻求突破:
据统计,2003年我国生产汽车冲压件约240万吨/8亿件,摩托车五金冲压件约28万吨/19亿件,拖拉机、农用车五金冲压件约96万吨/7.1亿件,家用空调和冰箱五金冲压件100万吨/12.8亿件。业内专家预计,随着五金冲压成形行业最大用户市场--汽车行业今后继续迅猛发展,中国五金冲压行业已迎来了一个快速发展机遇期,但能否抓住机遇获得新的更快的发展,专家指出,前进的道路上尚有许多阻力和障碍需要克服与突破。
阻力一:机械化、自动化程度低
美国680条五金冲压线中有70%为多工位冲床,日本国内250条生产线有32%为多工位冲床,而这种代表当今国际水平的大型多工位冲床在我国的应用却为数不多;中小企业设备普遍较落后,耗能耗材高,环境污染严重;封头成形设备简陋,手工操作比重大;精冲机价格昂贵,是普通冲床的5~10倍,多数企业无力投资阻碍了精冲技术在我国的推广应用;液压成形,尤其是内高压成形,设备投资大,国内难以起步。
突破点:加速技术改造
要改变当前大部分还是手工上下料的落后局面,结合具体情况,采取新工艺,提高机械化、自动化程度。汽车车身覆盖件冲压应向单机连线自动化、机器人五金冲压生产线,特别是大型多工位冲床方向发展。争取加大投资力度,加速汽车